



OCEĽOVÉ FRÉZOVACIE ZUBY
VRTÁKY SÉRIE IADC 1
Tieto bity sa používajú na vŕtanie mäkkých útvarov s nízkou pevnosťou v tlaku.Dlhé dĺžky vyčnievajúcich zubov sa používajú na kuželoch s vysokým odsadením, aby sa zabezpečila najväčšia možná rýchlosť prieniku.Na kontrolu opotrebovania zubov sa používa naváranie odolné voči opotrebovaniu.Na najjemnejších typoch bitov toto tvrdé navarenie úplne pokrýva zuby bitov.
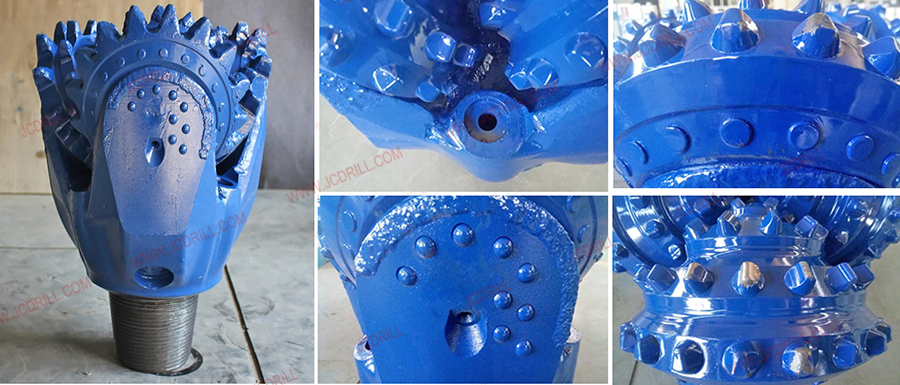
VRTÁKY SÉRIE IADC 2
Tieto bity sa používajú na vŕtanie tvrdých a abrazívnych útvarov.Pre odolnosť proti zlomeniu sa používajú veľmi krátke, tesne umiestnené zuby s minimálnym množstvom tvrdého návaru.Tieto vrtáky musia vydržať vysoké zaťaženie a vŕtať abrazívne útvary s drviacimi a reznými účinkami.

Tabuľka klasifikácie tvrdosti formovania a výber bitov
| Valčekový kužeľový bit | IADC kód diamantového bitu | Popis formácie | Skalný typ | Tlaková sila (Mpa) | ROP(m/h) |
| kód IADC | |||||
| 111/124 | M/S112~M/S223 | Veľmi mäkký: lepkavý mäkký útvar s nízkou pevnosťou v tlaku. | Hlina Siltstone pieskovec | <25 | >20 |
| 116/137 | M/S222-M/S323 | Mäkký: mäkký útvar s nízkou pevnosťou v tlaku a vysokou vŕtateľnosťou. | Hlinená skala Marl Lignit pieskovec | 25 ~ 50 | 10-20 |
| 417/527 | M/S323~M/S433 | Stredne mäkký: mäkký až stredný tvar s nízkou pevnosťou v tlaku a steak. | Hlinená skala Marl Lignit Pieskovec Siltstone Anhydrit Tuff | 50-75 | 5~15 |
| 517/537 | M322~M443 | Stredný: stredne tvrdý až tvrdý útvar s vysokou pevnosťou v tlaku a tenkým brúsnym pásom. | Bahenný kameň Temný kameň bridlica | 75~100 | 2~6 |
| 537/617 | M422~M444 | Stredne tvrdý: tvrdý a hustý útvar s vysokou pevnosťou v tlaku a strednou abrazivitou. | Temný kameň Tvrdá bridlica Anhydrit Pieskovec Dolomit | 100 až 200 | 1,5~3 |
Oceľové zubové trikónové bity Veľkosť
| Bežné veľkosti | Pravidelné IADC | API Reg Pin | Uťahovací moment (Nm) |
| 3 7/8" (98,4 mm) | 126/216/637 | 2 3/8 | 4100~4700 |
| 4 5/8" (117,4 mm) | 126/216/517/537/637 | 2 7/8 | 6100 až 7500 |
| 5 1/4" (133,3 mm) | 126/216/517/537/637 | 3 1/2 | 9500~12200 |
| 5 5/8" (142,8 mm) | 126/216/517/537/637 | 3 1/2 | 9500~12200 |
| 5 7/8" (149,2 mm) | 126/216/517/537/637 | 3 1/2 | 9500~12200 |
| 6" (152,4 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500~12200 |
| 6 1/4" (158,7 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500~12200 |
| 6 1/2" (165 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500~12200 |
| 7 1/2" (190 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 7 5/8" (193 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 7 7/8" (200 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 8 1/2" (215,9 mm) | 117/127/217/437/517/537/617/637 | 4 1/2 | 16300~21700 |
| 9 1/2" (241,3 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 9 7/8" (250,8 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 10 5/8 (269,8 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 11 5/8 (295,3 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 12 1/4" (311,1 mm) | 114/127/217/437/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 13 5/8" (346,0 mm) | 127/217/517/537/617/637 | 6 5/8 | 38 000 až 43 400 |
| 14 3/4" (374,6 mm) | 127/217/517/537/617/637 | 7 5/8 | 46100~54200 |
| 17 1/2" (444,5 mm) | 114/115/125/215/515/535/615/635 | 7 5/8 | 46100~54200 |
| 26" (660,4 mm) | 114/115/125/215/515/535/615 | 7 5/8 | 46100~54200 |
Poznámky k použitiu valčekových kužeľových bitov:
1 .Pred zasunutím vrtáka je potrebné sa ubezpečiť, že dno studne je čisté, bez štrku a bez padajúceho kovu.
2. Skontrolujte, či je skrutka na pripojenie závitu valcového kužeľového nástavca neporušená a či je tryska správne nainštalovaná.
3. Zabehnutý otvor musí byť stabilný, vyhnúť sa stresu a zabrániť vŕtaniu.
4. Posledný kĺb potrebuje veľký posun, aby sa otočný stôl spustil a pokračovalo sa vo vystružovaní na dne vane., dôkladne umyte jamku, aby ste zabránili upchatiu trysky nečistotami.
5. Tvar spodného otvoru by mal byť ľahko stlačený a pomaly otočený do kontaktu s dnom studne, malý tlak vŕtania, nízka rýchlosť, veľký výtlak, malý krútiaci moment a rýchlosť je 40 ~ 60 ot / min, najmenej 30 minút.
6. Určte hmotnosť na bite a rýchlosť v kombinácii so skutočnými podmienkami formácie.
7. Počas vŕtania dopredu by mala byť prevádzka plynulá, podávanie vrtáka by malo byť rovnomerné, je prísne zakázané prudko zdvíhať a uvoľňovať vrták, vŕtacia struna nie je dobre zabrzdená a vŕtacia struna voľným pádom.
8. Ak sa zistí, že vrták prestáva napredovať, tlak čerpadla sa samozrejme zvyšuje a znižuje, rýchlosť vnikania sa náhle zníži a krútiaci moment sa zvýši, zdvihnite vrták a okamžite skontrolujte.
| Minimálna objednávka | N/A |
| cena | |
| Podrobnosti o balení | Štandardný exportný dodací balík |
| Dodacia lehota | 7 dní |
| Platobné podmienky | T/T |
| Schopnosť zásobovania | Na základe podrobnej objednávky |





